Case Studies
Case Studies
- Preparation of Hyperbranched Resin and Its Effect on the Performance of Epoxy Resin Channeling Control Agent (Part 1)
- Preparation of Hyperbranched Resin and Its Effect on the Performance of Epoxy Resin Channeling Control Agent (Part 2)
- Construction of A New Organic-inorganic Composite Emulsion and Its Enhanced Mechanical Properties of Oil Well Cement(Part 1)
- Construction of A New Organic-inorganic Composite Emulsion and Its Enhanced Mechanical Properties of Oil Well Cement(Part 2)
- The Application Prospects of DeepSeek Large Model in Petroleum Engineering(Part 1)
- The Application Prospects of DeepSeek Large Model in Petroleum Engineering(Part 2)
- Development and Performance Evaluation of Efficient Asphalt Dispersant (Part 1)
- Development and Performance Evaluation of Efficient Asphalt Dispersant (Part 2)
- Development and Performance Evaluation of Efficient Asphalt Dispersant (Part 3)
- Research and Application Status of Drilling Fluid Plugging Materials (Part 1)
3. Inorganic/organic Composite Drilling Fluid Loss Agent
Inorganic/organic composite materials are materials prepared by blending and copolymerizing inorganic materials with polymers. Inorganic materials can serve as fillers or interact with polymer monomers to achieve significant improvement in overall material performance. The inorganic materials used in composite materials are mostly high temperature resistant and rigid substances. On the one hand, it can improve the overall temperature resistance of the composite material, and on the other hand, it can effectively improve the temperature and salt resistance by increasing molecular rigidity. At the same time, the use of organic/inorganic fluid loss agents can alleviate the environmental pollution caused by the large use of polymers to a certain extent. Therefore, temperature and salt resistant composite materials have become one of the important research directions for the development of drilling fluid loss agents. At present, the main research achievements of composite material fluid loss additives include silica/polymer and graphene/polymer.
3.1 Silica/Polymer Fluid Loss Additive
Silicon dioxide (SiO2) is one of the most common inorganic materials. The volume effect and quantum tunneling effect of nanosiO2 enable it to overlap with the electron cloud near the π bond of organic matter, forming a dense micro interconnected structure, thereby improving the strength, salt resistance, and aging resistance of organic matter. Fan Kaixin used KH-570 coupling agent to modify nano SiO2 and perform free radical copolymerization with AM, AMPS, and DMDAAC to obtain a composite material fluid loss additive PAAD/SiO2. The research results show that the filtration loss of drilling fluid with 2.5% fluid loss additive after aging at 220℃ is 15.8 mL, which greatly improves the temperature resistance of polymer PAAD.
3.2 Graphene/polymer Fluid Loss Agent
Graphene material is a high-performance material with excellent thermal conductivity, conductivity, lubrication, and other functions. In some reports, modified graphene can be used as a fluid loss additive and lubricant for drilling fluids. The on-site test results are good, but modified graphene has problems of large dosage and high cost. To improve cost issues, Qu Jianfeng et al. obtained a fluid loss additive GOJ by copolymerizing graphene oxide (GO) with AM, AMPS, DMDAAC, and vinyl acetate (VAC). Research has shown that when the content of graphene oxide in GOJ is 0.32%, its high-temperature resistance increases by about 20℃. GOJ has a temperature resistance of 220℃ and salt resistance up to saturation. Under the same dosage of treatment agent, its filtration capacity is superior to Driscal-D, a foreign fluid loss agent product.
Inorganic/organic composite materials have high molecular rigidity and heat resistance. As a fluid loss additive, they can exhibit higher temperature resistance than related pure organic polymers, with an increase of up to 10%. They also have stronger salt calcium resistance, excellent performance, and broad application prospects. However, the development of inorganic/organic composite fluid loss agents also faces many difficulties. At present, most inorganic materials used as fluid loss agents in composite materials are nanoscale particles. During the preparation process of composite materials, particles are prone to agglomeration, increase in size, and lose the nano effect, resulting in the overall performance of the material being unable to achieve the expected effect. In addition, some inorganic materials are expensive and require excessive dosage during the preparation of composite materials, which leads to high preparation costs. If the dosage is too small, it will lead to insufficient performance, making it difficult to balance cost and performance, resulting in limited on-site application of related fluid loss agent products.
In the future, how to improve the dispersion and compatibility of inorganic materials in composite materials, as well as how to improve the production process of composite materials and reduce costs, will be the research key points of temperature and salt resistant composite fluid loss agents.
4. Conclusion
At present, there has been some progress in the research and application of temperature and salt resistant drilling fluid loss agents. Modified natural materials have weak temperature and salt resistance properties, and the current research focus is mainly on grafting copolymerization modification; Synthetic polymer fluid loss agents have been effective in improving temperature and salt resistance performance, but their molecular design approach is mainly limited to the free radical copolymerization of monomers such as AMPS and NVP, lacking innovation. There is an urgent need for new research and development ideas to further improve temperature and salt resistance performance; Inorganic/organic composite materials have excellent temperature and salt resistance, but the preparation cost is relatively high. The products are mostly in the laboratory research stage, and the industrialization development is insufficient.
In the future, it is suggested to conduct in-depth research from the following three aspects.
(1) Strengthen the molecular structure analysis of existing fluid loss additive materials, explore new modification methods for materials, leverage the advantages of low toxicity and easy degradation of natural materials, and develop new materials with both temperature and salt resistance and environmental protection properties to achieve green development.
(2) Pay attention to the basic theoretical research on temperature and salt resistance of fluid loss agents, strengthen the reference and integration with disciplines such as polymer chemistry and computational chemistry, and guide the research and development of new polymer monomers and the optimization of synthesis route design.
(3) Balancing the practicality and economy of research and development of fluid loss additive products, emphasizing the construction of relevant systems for fluid loss additives, and promoting the industrial development of new temperature and salt resistant fluid loss additive products.
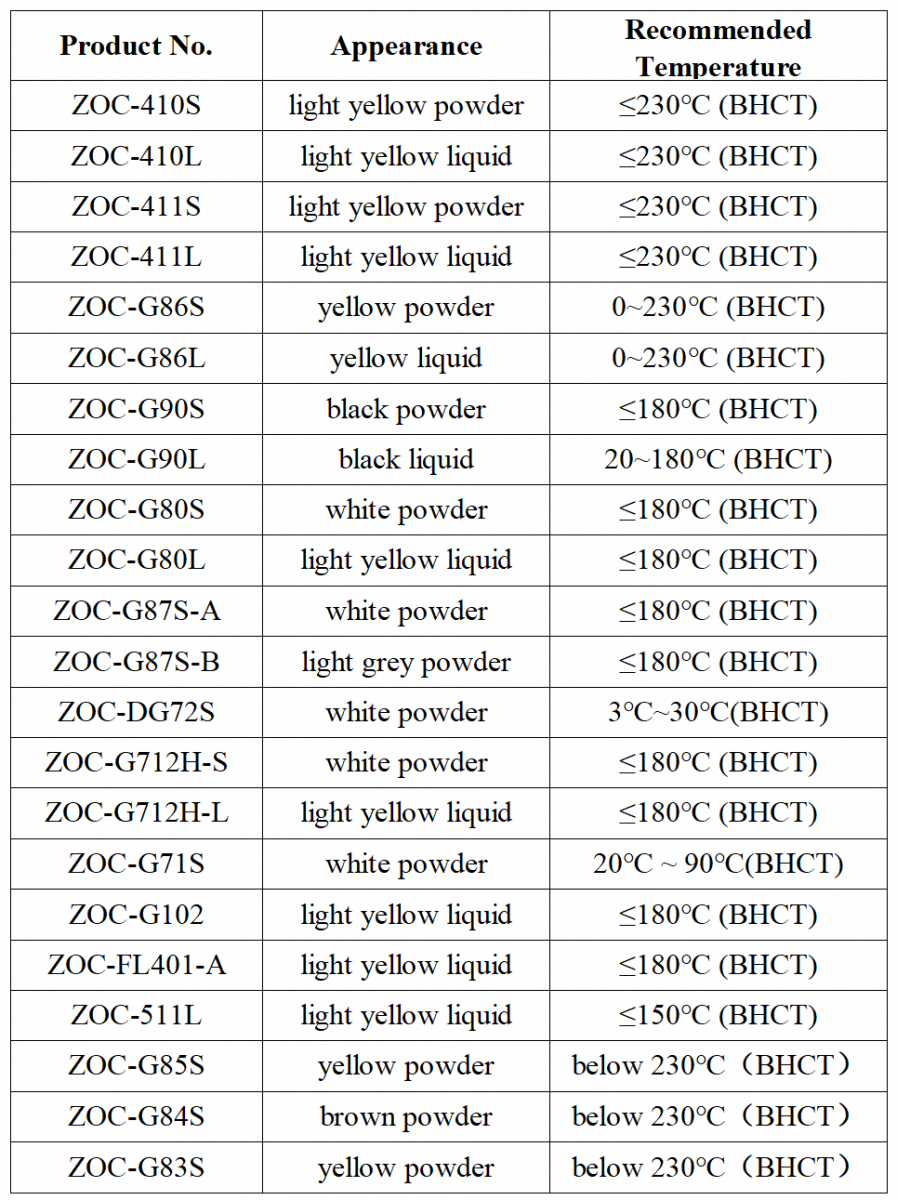
Our company, Qingdao Zoranoc, has developed and produced a series of fluid loss agent products, and the list of these products is as follows. About the specific information of each product, you can search it on our official website: https://zoranoc.com/ , Welcome to inquire and purchase!